发布时间:2017-02-26 23:59:28
机床主轴的多工位表面淬火热处理
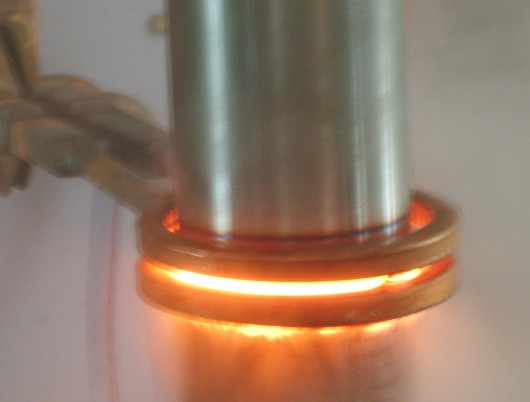
G-70LC数车主轴 CW6163E普车主轴 45钢C6132车床主轴局部淬火 花键高频淬火等 机床主轴主要承受弯曲和扭转负荷。对高速强力切削的机床主轴来说,还承受着很高的弯曲疲劳应力。因此,机床主轴必须具有抵抗各种负荷的能力及足够的刚度。C620车床主轴,要求轴颈,内锥孔及外锥部表面淬火。内锥孔是为安装辅助工卡具而设置的,为了保持莫氏锥度尺寸的***度,需要进行表面的淬火热处理,外锥部是与铜瓦轴承(滑动轴承)相配合,需要高硬度与高耐磨性,也需进行表面淬火,所用材料为45号钢,经正火后(硬度HB≤220),机械加工成型,高频表面淬火后,还要经过磨加工,外锥表面淬火硬度HRC52,内锥及轴颈要求HRC52.硬化层深度2-3mm。
感应器结构比较简单,轴颈根据淬火的长度,感应器一般做成双匝或多匝(根据感应加热电源的频率)进行外圆表面的加热感应器,设有35-45°角的喷水孔,与轴颈间隙为3mm。内锥孔感应器也为单匝的,感应器截面为8*6mm,距锥底处的***小间隙为1.5-2mm。淬火时自内孔低端1.5-2mm处开始,以免底端尖角效应处过热而产生淬火裂纹。外锥部感应器采用双匝感应器,附加一个喷水线圈与感应器焊接在一起。喷水圈共四个进水管,呈交错排列的喷水孔,以使各个部分冷却均匀,感应器与外锥粗端间隙为1.5-2毫米。
可采用我公司的高频感应加热设备YFL-160(YFL-120),装机功率160KW,输出功率在100KW的固态感应高频电炉,配合全自动数控淬火机床(2米立式数控感应淬火机床),实现不同工位的淬火热处理。设备咨询***:15838311591
设备参数如下:
输入功率 120 KW 160KW
三 相 380&plu***n;10% 50-60 HZ
振荡频率 25-35 KHZ,
冷却水压 ≥0.05 MPa
重 量 340 kg
主机体积 1200×700×1870mm3 分机 650×900×760mm3
免责声明:以上信息由会员自行提供,内容的真实性、准确性和合法性由发布会员负责,产品网对此不承担任何责任。产品网不涉及用户间因交易而产生的法律关系及法律纠纷, 纠纷由您自行协商解决。
风险提醒:本网站仅作为用户寻找交易对象,就货物和服务的交易进行协商,以及获取各类与贸易相关的服务信息的平台。为避免产生购买风险,建议您在购买相关产品前务必 确认供应商资质及产品质量。过低的价格、夸张的描述、私人银行账户等都有可能是虚假信息,请采购商谨慎对待,谨防欺诈,对于任何付款行为请您慎重抉择!如您遇到欺诈 等不诚信行为,请您立即与产品网联系,如查证属实,产品网会对该企业商铺做注销处理,但产品网不对您因此造成的损失承担责任!
联系:304108043@qq.com是处理侵权投诉的专用邮箱,在您的合法权益受到侵害时,欢迎您向该邮箱发送邮件,我们会在3个工作日内给您答复,感谢您对我们的关注与支持!
郑州英福伦电气有限公司 电话: 传真: 联系人:
地址: 主营产品:高频淬火机,中频电炉,超音频加热设备,感应加热设备,数控淬火机床,闭式冷却塔,热处理淬火设备,高频钎焊机,中频热锻电炉,超音频加热炉,实验熔炼炉,小型熔炼炉,打包钢带烤蓝设备,钢带烤蓝生产线,板簧折弯
Copyright © 2025 版权所有: 产品网
免责声明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责。产品网对此不承担任何保证责任。
您好,欢迎莅临,欢迎咨询...